
Vacuum, Pump & Compressor, Inc. - News

Our Take on Air Operated Diaphragm Pumps
Air-operated diaphragm (AOD) pumps have some of the toughest jobs around world due to their simplicity and customizability. I love working with All-Flo pumps because I can design my chosen pump with proper wet and air end parts that are able to work with the harshest chemicals. All-Flo is a part of PSG Dover, which has a wide array of pump brands in its family. All-Flo specializes in metal and plastic AOD pumps for many... View Article
Ideal Filtrate Pump for Vacuum Applications
The Carver 855 pump was originally developed for a large Original Equipment Manufacturer (OEM) of vacuum filtrate pump equipment. Mounting the flange directly to the receiver tank eliminates suction piping and minimizes NPSH problems. The design allows pumping to resume even after short periods of interrupted flow. Capable of operating in vacuum conditions up to 26” Hg, the specially designed semi-open impeller assures pumping from a trickle to full capacity. Rugged in design and dependable... View Article

Heavy Duty Process Multistage Centrifugal Pumps
The Carver RS series is a process duty, horizontal ring section multistage centrifugal pump. Solving problems in high pressure pumping applications such as boiler feed, paper mill showers, and high pressure boosting/sanitizing. Lower rotational speeds vs high speed gearbox designs results in greater durability, longer surface life and lower NPSH required. The series also offers inter-stage diffusers to minimize radial loads for longer seal and bearing life. Many options and capabilities exist to configure RS... View Article

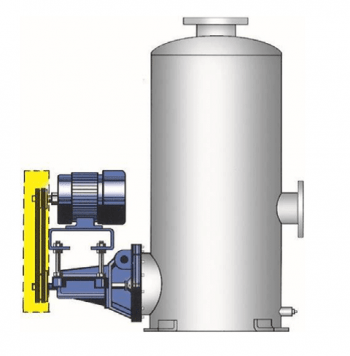
Liquid Ring Separator Tanks
VPC offers carbon steel, 304SS and 316SS discharge separator tanks for liquid ring vacuum pumps. Available in vertical flow or tangential/horizontal flow configurations. The liquid ring separator tanks can also be produced for once-through, partial and full recovery vacuum systems with required drain and instrument ports. Separators also provide some sound attenuation for the vacuum pump exhaust, Carbon Steel separators tanks are commonly painted to customer color preference or optional customer coating standards available. Stainless... View Article

Partial Recovery Liquid Ring Vacuum Systems
Partial Recovery Liquid Ring Vacuum Systems provide a user the ability to reduce the amount of fresh water required to operate their system. In theory, half of the water required will come from a fresh water source and half will be recycled from the discharge separator. The fresh water supply will have similar instrumentation to a once through system including; strainer, solenoid valve, flow control and isolation valve. The capital cost on a partial recovery... View Article
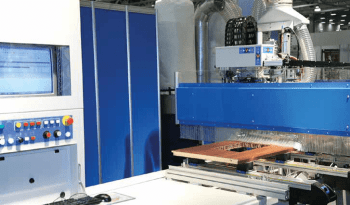
Dry Vane Vacuum Pumps for Wood and Plastic Router Applications
With Becker Pumps, you will use only the power needed to get the job done. On standard 4’ x 8’ tables, our Model VTLF 2.250 is the #1 selling dry vane vacuum pump to router manufacturers and is only 8.2 brake horsepower. Compare that to the competition who offers a more expensive and less efficient pump for the same size table. CLEAR FILTER COVER Our clear filter cover permits visual inspection of the filter without... View Article

Solids Handling Pumps: Is It Time to Shred Your Waste Problems?
Disposable items like flushable wipes, adult diapers and paper towels offer much convenience and sanitary assistance in our everyday life. Yet, they are also examples of an ever increasing problem that may cause your solids handling pump to clog. Corrosive laboratory waste must be properly dealt with in a medical setting. Stringy food waste or intermittent or prolonged high temperature sumps must be addressed in an industrial environment. That is why we must give thought... View Article

Liquid Ring Vacuum Pump Cavitation
If your Liquid Ring Vacuum Pump is making an abnormal sound comparable to gravel going through the pump, cavitation is likely occurring. Cavitation is the result of gas bubbles under vacuum being subjected to an increase in pressure on the discharge port of the pump and imploding or collapsing. An analysis of the pressure and temperature conditions of the pump is required to reduce the potential for cavitation to occur. This will include an analysis... View Article

Industrial Compressed Air Receivers
Properly Sized Air Receivers are a Relatively Maintenance Free Addition to your Compressed Air System. A common sizing principle is to allow 4 gallons for every compressor horsepower. Thus, a 100 Hp compressor would normally use a 400 gallon air receiver. Samuel PVG is one of North America’s largest suppliers of commercial and industrial ASME Compressed Air Receivers. Our product flexibility sets us apart from the competition. From 12 to 5,000 gallon capacity in vertical... View Article